Medir el rendimiento de la producción es fundamental para mejorar continuamente y alcanzar la eficiencia operativa deseada. Entre los indicadores más poderosos en manufactura se encuentra el OEE (Eficiencia Global del Equipo), una métrica que permite monitorear y optimizar la efectividad de los equipos de producción. En esta guía, exploraremos los componentes del OEE, cómo calcularlo y estrategias para mejorar su valor en tu planta.
¿Qué es el OEE?
El OEE es un indicador clave de la eficiencia en la producción, que combina tres componentes: Disponibilidad, Rendimiento y Calidad. Este indicador permite a las empresas evaluar de forma global la efectividad de sus equipos y determinar áreas de mejora en el proceso de manufactura.
Componentes del OEE
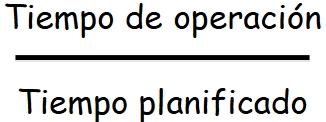
1. Disponibilidad (Availability)
Este componente mide el tiempo que el equipo está disponible para operar frente al tiempo planificado. Las paradas imprevistas y el mantenimiento programado afectan la disponibilidad.
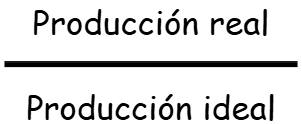
2. Rendimiento (Performance)
Evalúa si la producción se realiza a la velocidad ideal. Si el equipo funciona más lento de lo esperado, el rendimiento se ve afectado.
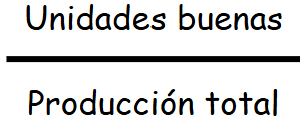
3. Calidad (Quality)
Indica el porcentaje de productos buenos frente al total producido, descontando defectos y retrabajos.
Cálculo del OEE
El OEE se calcula multiplicando los tres componentes anteriores. La fórmula general es:

Por ejemplo, si un equipo tiene una Disponibilidad del 90%, un Rendimiento del 85% y una Calidad del 98%, el OEE sería:
OEE = 90% × 85% × 98% = 75%
Interpretación de los Valores de OEE
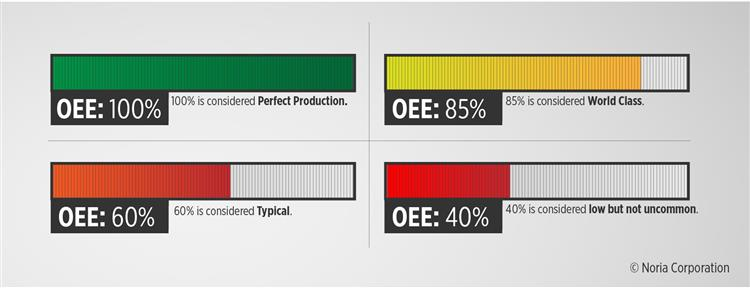
Es importante comparar los valores de OEE obtenidos con benchmarks industriales para comprender el nivel de eficiencia en la planta. Los valores comunes son:
- 100% OEE: Perfecto – Lograr este valor es ideal, pero prácticamente inalcanzable. Representa producción sin fallas, a máxima velocidad y sin desperdicios.
- 85% OEE: Clase Mundial – Este es el estándar de excelencia en manufactura discreta, una meta adecuada para empresas maduras en mejora continua.
- 60% OEE: Típico – Es un valor común en la industria, pero indica que hay un margen importante para mejoras.
- 40% OEE: Bajo – Común en empresas que están empezando a implementar mejoras en sus procesos. Se pueden lograr mejoras significativas mediante ajustes simples.
Las 6 Grandes Pérdidas del OEE
El OEE se ve afectado por seis categorías de pérdidas conocidas como las 6 Grandes Pérdidas. Estas pérdidas limitan la capacidad de una planta para alcanzar su máximo potencial. A continuación, se detallan las seis pérdidas y cómo afectan la disponibilidad, el rendimiento y la calidad:
- Fallas de Equipos (Disponibilidad)
- Configuración y Ajustes (Disponibilidad)
- Pérdidas por Marcha en Vacío e Inactividad (Rendimiento)
- Pérdidas de Velocidad (Rendimiento)
- Pérdidas de Puesta en Marcha (Calidad)
- Defectos de Producción (Calidad)
Beneficios de Implementar el OEE
Medir y mejorar el OEE ofrece múltiples beneficios:
- Reducción de Costos: Optimiza el uso de recursos y minimiza tiempos de inactividad.
- Mejora de la Calidad: Reduce el porcentaje de productos defectuosos, lo que lleva a una menor tasa de retrabajo.
- Eficiencia en el Uso del Tiempo: Identifica los factores que ralentizan la producción, permitiendo un flujo más continuo y predecible.
- Incremento en la Competitividad: Lograr valores de OEE elevados fortalece la posición competitiva al garantizar productos de alta calidad en menos tiempo.
Estrategias para Mejorar el OEE
- Mejorar la Disponibilidad
- Implementa un plan de mantenimiento preventivo para reducir paradas no planificadas.
- Capacita al personal en técnicas de solución de problemas para reducir tiempos de inactividad.
- Optimizar el Rendimiento
- Ajusta la velocidad de producción para minimizar el tiempo de ciclo sin sacrificar la calidad.
- Realiza un seguimiento del tiempo de ciclo real en comparación con el tiempo de ciclo ideal y busca oportunidades de mejora.
- Aumentar la Calidad
- Aplica técnicas de control de calidad en cada etapa de la producción para identificar defectos de forma temprana.
- Implementa un sistema de mejora continua (como Lean o Six Sigma) para reducir defectos de manera sistemática.
Herramientas para Monitorear y Mejorar el OEE
Usar herramientas de software, como sistemas MES (Manufacturing Execution System) o ERPs especializados en manufactura, puede simplificar la recopilación de datos y el monitoreo en tiempo real del OEE. Estas herramientas te permiten visualizar rápidamente el estado de cada componente y ajustar los procesos según sea necesario.
Ejemplos de Aplicación
Ejemplo 1: Empresa Automotriz – Impacto de Fallas de Equipos en el OEE
Contexto del Problema: Una empresa automotriz enfrenta problemas de disponibilidad en sus líneas de ensamblaje debido a fallas constantes en sus robots de soldadura. Cada vez que un robot de soldadura se avería, la línea se detiene por completo. Actualmente, la línea opera con una disponibilidad del 80%, un rendimiento del 90% y una calidad del 95%. La empresa tiene como objetivo alcanzar una disponibilidad del 90% para cumplir con sus metas de producción sin afectar el tiempo de entrega.
Cálculo Actual del OEE: OEE actual = Disponibilidad x Rendimiento x Calidad = 80% x 90% x 95% = 68.4%
Análisis de Decisión: Después de analizar las causas de las fallas, el equipo técnico determina que la mayor parte del tiempo de inactividad se debe a un desgaste en ciertos componentes de los robots de soldadura. Como solución, consideran implementar un sistema de mantenimiento predictivo basado en sensores IoT para monitorear el estado de los componentes en tiempo real y anticipar las fallas.
Cálculo de Impacto Potencial: Se espera que el mantenimiento predictivo aumente la disponibilidad al 90%. Si logramos esta mejora, el OEE proyectado sería: OEE proyectado = 90% x 90% x 95% = 76.95%
Resultado Final: La empresa decide implementar el sistema de mantenimiento predictivo, elevando el OEE a un 76.95%, acercándose al objetivo de clase mundial.
Ejemplo 2: Fábrica de Alimentos – Pérdidas por Velocidad y Defectos de Producción
Contexto del Problema: Una fábrica de alimentos detecta una baja en su OEE debido a pérdidas de velocidad y defectos de producción, operando a un rendimiento del 75% y una calidad del 88%. La empresa busca mejorar su velocidad de operación al 85% y reducir defectos para aumentar la calidad al 95%.
Cálculo Actual del OEE: Con una disponibilidad del 90%, el OEE actual se calcula como 90% x 75% x 88% = 59.4%
Análisis de Decisión: La empresa identifica que la baja velocidad se debe a problemas de calibración y los defectos al sellado irregular. La solución incluye capacitación y un sistema de control de calidad en tiempo real.
Cálculo de Impacto Potencial: Con mejoras en rendimiento y calidad, el OEE proyectado sería: 90% x 85% x 95% = 72.7%
Resultado Final: La implementación de mejoras aumenta el OEE al 72.7%, mejorando la eficiencia y reduciendo costos de reprocesamiento.
Conclusiones
El OEE es un indicador integral y poderoso para evaluar y mejorar la eficiencia en la producción. Al medir y monitorear sus tres componentes —disponibilidad, rendimiento y calidad— junto con la identificación y reducción de las 6 Grandes Pérdidas, las empresas pueden lograr un control detallado sobre sus procesos.
Al implementar estas prácticas y tecnologías, tu operación puede avanzar hacia niveles de eficiencia de clase mundial, asegurando una ventaja competitiva sostenible en el mercado y reduciendo los costos operativos a largo plazo.
