El transporte de materiales a granel —como arena, grava, residuos de construcción o productos agrícolas— requiere soluciones que garanticen seguridad, eficiencia operativa y cumplimiento normativo. Un componente clave en este contexto es el sistema de encarpado del volquete, cuya función es proteger la carga frente a la acción del viento, evitar derrames durante el trayecto y cumplir con las exigencias de seguridad vial establecidas por las autoridades competentes.
En esta publicación técnica se presenta el desarrollo completo de un sistema de encarpado automático para volquetes, abarcando desde la ingeniería de diseño hasta la validación funcional en condiciones reales de operación.
1. Estado del arte del encarpado de volquetes
Actualmente, el mercado ofrece diferentes tecnologías de encarpado, que se pueden clasificar según su nivel de automatización y requerimiento de intervención humana:
- Sistemas manuales: representan la opción más económica, aunque requieren esfuerzo físico del operador, lo que aumenta el riesgo de accidentes y reduce la productividad.
- Sistemas semiautomáticos: incorporan mecanismos de manivela o asistencia mediante resortes, pero aún requieren manipulación directa por parte del usuario.
- Sistemas automáticos: emplean motores eléctricos o hidráulicos para accionar el sistema, eliminando la intervención manual y ofreciendo mayor seguridad, eficiencia y control.
El sistema que se desarrolla en este proyecto busca una solución de compromiso entre simplicidad mecánica, robustez estructural y automatización eficiente, considerando las condiciones locales de fabricación, mantenimiento y disponibilidad de materiales.

Figura 1. Volquete equipado con sistema de encarpado automático (Fuente: www.carolinatarps.com).
En cuanto a los materiales utilizados, los perfiles estructurales empleados en los sistemas de encarpado suelen ser de aluminio debido a su buena relación resistencia/peso, resistencia a la corrosión y facilidad de mecanizado. Sin embargo, en el contexto local se puede optar por perfiles con mayor inercia para mejorar la rigidez del conjunto sin comprometer la funcionalidad.

Figura 2. Perfil de aluminio estructural (Fuente: www.carolinatarps.com).
2. Objetivo del proyecto
El objetivo principal del presente proyecto es diseñar un sistema de encarpado automático que sea funcional, estructuralmente resistente y fácil de operar, dirigido a camiones tipo volquete utilizados en minería, construcción, agricultura o gestión de residuos.
El sistema debe cumplir los siguientes criterios técnicos y operativos:
- Automatización completa: Eliminación total de la manipulación manual de la lona, reduciendo significativamente los riesgos laborales asociados a su uso tradicional.
- Resistencia estructural: Componentes mecánicos diseñados para soportar esfuerzos mecánicos debidos a cargas de viento, peso propio, aceleraciones del vehículo y fatiga cíclica.
- Adaptabilidad y modularidad: Capacidad de adaptarse a diferentes longitudes de tolva sin rediseños mayores.
- Facilidad de fabricación: Uso de perfiles estandarizados y materiales disponibles localmente para permitir su construcción y mantenimiento con recursos técnicos nacionales.
- Relación costo-beneficio optimizada: Balancear eficiencia técnica, durabilidad del sistema y viabilidad económica para asegurar su implementación a escala.
En suma, se busca una solución de ingeniería que mejore la seguridad, eficiencia y sostenibilidad operativa del transporte de materiales a granel en volquetes, garantizando compatibilidad con normas de tránsito, salud ocupacional y logística industrial.
3. Concepto y configuración del sistema
El sistema de encarpado automático desarrollado consiste en un conjunto mecánico que permite cubrir y descubrir la carga del volquete sin intervención manual, mediante el despliegue sincronizado de una lona técnica sobre la tolva del camión. El mecanismo está conformado por los siguientes elementos estructurales y funcionales:
- Lona técnica: confeccionada en PVC de alta resistencia (gramaje ≥ 600 g/m²), resistente a tracción, radiación UV y condiciones ambientales. Se considera una carga distribuida uniforme a lo largo del sistema.
- Brazos articulados: ubicados en los laterales del volquete, permiten desplegar la lona con un movimiento rotacional controlado. Se fabrican en perfiles tubulares de aluminio 6063-T5, seleccionados por su resistencia específica y bajo peso.
- Rodillo central: eje horizontal que actúa como tambor de enrollado de la lona. Puede incluir resortes de torsión para facilitar la retracción sin consumo energético adicional.
- Resortes de torsión: almacenan energía mecánica durante el desplegado y la liberan en el retorno, manteniendo tensión constante sobre la lona.
- Sistema de accionamiento: motorización eléctrica o hidráulica, dimensionada a partir del torque necesario para vencer la carga total (peso propio + resistencia de la lona) en condiciones dinámicas.
La arquitectura general del sistema ha sido diseñada para integrarse fácilmente en chasis de diferentes longitudes, minimizando el volumen en posición de reposo y evitando interferencias con otros componentes del camión.
4. Condiciones físicas de diseño
El diseño estructural del sistema considera las siguientes condiciones físicas, necesarias para su dimensionamiento y verificación mecánica:
- Distribución de cargas: La lona ejerce una carga distribuida uniforme, calculada en base a su gramaje y área efectiva. Se considera además el peso propio de los componentes estructurales.
- Cargas dinámicas: Se contemplan los efectos de la aceleración, vibraciones durante el desplazamiento y acción del viento en condiciones operativas y estacionarias.
- Centro de gravedad: Se ubica idealmente en el plano medio de la lona para evitar momentos torsionales no deseados en los brazos y el rodillo.
- Factores de diseño: Se aplican coeficientes de mayoración de carga conforme al método LRFD (Load and Resistance Factor Design), incluyendo un factor de 1.4 para cargas permanentes.
- Deformación admisible: Se limita a L/300 para garantizar que la deflexión no comprometa el funcionamiento ni la seguridad operativa del sistema.
- Resortes de torsión: Se fabrican en acero templado tipo SAE 1070, con límite elástico aproximado de 1000 MPa y módulo de elasticidad E ≈ 206 GPa. Este material asegura una respuesta elástica adecuada, alta resistencia a la fatiga y capacidad de almacenamiento de energía durante el ciclo.
- Elementos de control mecánico: Se incluyen topes de recorrido y resortes precargados para estabilizar el movimiento angular de los brazos y evitar oscilaciones.
Estas condiciones permiten dimensionar correctamente cada componente del sistema, garantizando una operación segura, duradera y eficiente bajo las condiciones de trabajo propias del transporte de materiales a granel.
5. Representación esquemática
Para comprender visualmente el funcionamiento del sistema de encarpado automático, se presenta a continuación una representación esquemática en vista lateral. En ella se observa la disposición de los principales componentes en la estructura del volquete, así como el recorrido funcional de los brazos articulados y el sistema de enrollado de la lona.
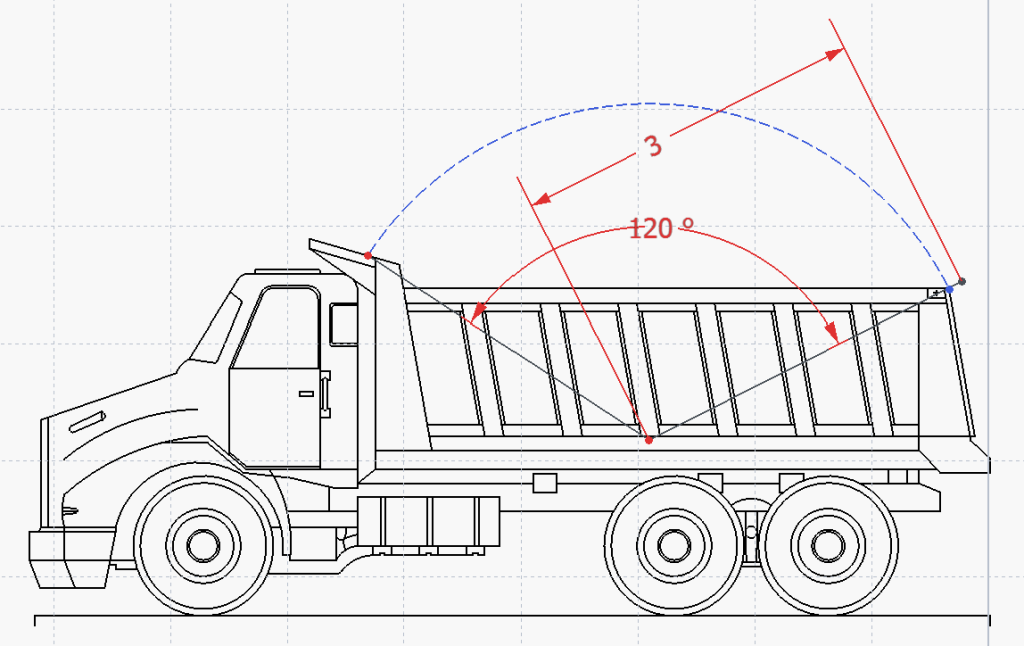
Figura 3. Vista lateral del sistema de encarpado automático instalado sobre un volquete estándar.
En este esquema se puede identificar:
- Rodillo central: ubicado transversalmente en el extremo frontal de la tolva, actúa como eje de enrollado de la lona.
- Brazos articulados: fijados en los costados del volquete, se despliegan mediante un movimiento rotacional para extender la lona hacia atrás.
- Lona: extendida desde el rodillo hasta el extremo posterior, cubriendo completamente la carga durante el traslado.
- Topes y soportes: limitan el recorrido angular de los brazos y definen la posición de cierre segura.
Esta configuración permite una instalación modular sobre diferentes tipos de chasis y puede adaptarse a tolvas de distintas longitudes, siempre que se recalculen los brazos y se ajusten los parámetros de torque del sistema de accionamiento.
6. Cálculos técnicos del sistema
El diseño estructural del sistema se inicia con la determinación de las cargas que deben soportar los brazos y el rodillo, así como el torque requerido para su accionamiento. La lona seleccionada y el peso propio de los componentes son las principales fuentes de carga. Se considera el caso más desfavorable, correspondiente a la mitad del peso de la lona más el peso propio de los elementos, aplicado de manera distribuida sobre el brazo posterior.
Los brazos laterales se modelan como vigas empotradas en ambos extremos, mientras que el brazo posterior (rodillo) se considera como una viga simplemente apoyada.
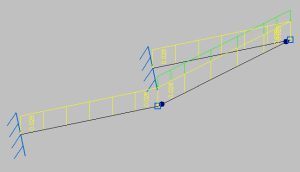
Figura 4. Diagrama de Cuerpo Libre (DCL) del sistema de brazos.
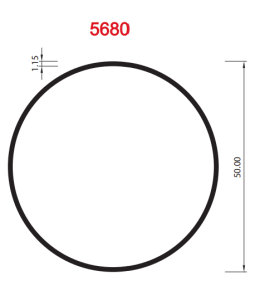
Figura Perfil tubular de aluminio 6063-T5 (Fuente: www.corporacionlimatambo.com).
\(\mathrm{w}_{tubo\ posterior} = \dfrac{4.2}{2.5}\ \mathrm{kg/m} + 0.48\ \mathrm{kg/m} = 2.2\,\mathrm{kg/m}\)
El momento se factoriza por el valor de 1.4 que corresponde a la combinatoria por cargas permanentes según el método LRFD.
\(\sigma_{tubo\ posterior} = \dfrac{M}{Z} =\dfrac{23.5\ \mathrm{N \cdot m}}{2.74 \cdot 10^{-6}\ \mathrm{m^3}} = 8.42\,\mathrm{MPa}\)
\(\delta_{tubo\ posterior} = \dfrac{5 \cdot w \cdot L^4}{384 \cdot E \cdot I} =\dfrac{5 \cdot 23.5\ \mathrm{N \cdot m} \cdot 2.5^4\ \mathrm{m^4}}{384 \cdot (6.9 \cdot 10^{10}\ \mathrm{N/m^2}) \cdot 5.27 \cdot 10^{-8}\ \mathrm{m^4}} = 3\,\mathrm{mm}\)
El esfuerzo máximo es inferior al límite admisible del material (σadm = 69.1 MPa), y la deformación cumple el límite L/120 (20.83 mm), por lo que se valida el diseño.
Luego se procede al análisis de los brazos laterales, que trabajan bajo compresión combinada con flexión. Se calculan la esbeltez, carga crítica y resistencia axial:
\(\mathrm{F}_{cr\_brazo} = 0.877 \cdot F_e = 20\,\mathrm{MPa}\)
\(\mathrm{P}_{c\_brazo} = \phi \cdot F_{cr} \cdot A = 0.9 \cdot 20\ \mathrm{MPa} \cdot 0.00018\ \mathrm{m^2} = 3143.59\,\mathrm{N}\)
La combinación de cargas se verifica mediante interacción axial-flexión:
\(\mathrm{\lambda}_{brazo} = \dfrac{L_c}{r} = \dfrac{3\ \mathrm{m}}{0.0173\ \mathrm{m}} = 174\)
\(\mathrm{M_r}_{brazo} = 1.4 \cdot M_{máx} = 0.26\ \mathrm{kN \cdot m}\)
\(\dfrac{\mathrm{P_u}}{2 \cdot \phi P_{n}} + (\dfrac{M_{ux}}{\phi_{b} \cdot M_{nx}} + \dfrac{M_{uy}}{\phi_{b} \cdot M_{ny}}) = 0.45 \leq 1\)
El valor de 0.45 está por debajo del límite de interacción, por lo que la sección cumple por resistencia.
Se comprueba también la deformación total del brazo lateral por su peso propio y la carga de la lona:
La deformación obtenida es aceptable para un brazo de 3 m de longitud, ya que no compromete la funcionalidad ni la rigidez global del sistema.
A continuación, se analiza el rodillo de enrollado:
\(\mathrm{M_c} = 0.9 \cdot 241\ \mathrm{MPa} \cdot 4.02 \times 10^{-6}\ \mathrm{m^3} = 0.87\ \mathrm{kN \cdot m}\)
El Mc es mayor que el Mr por lo que se valida la sección
La resistencia del rodillo es adecuada y su deflexión está por debajo de L/120. Se procede con la selección del motor eléctrico:
Elegimos un motor de 600W con una velocidad de 3000rpm
Con un motor de 600 W y 3000 rpm, se dispone de torque más que suficiente para operar el sistema con holgura.
Finalmente, se procede al dimensionamiento de los resortes helicoidales planos de torsión, encargados de asistir el retorno de los brazos articulados y mantener la lona bajo tensión constante.
Se adopta como material el acero SAE 1070 templado y revenido, comúnmente utilizado en aplicaciones de resortes por su alta resistencia mecánica y buen comportamiento a fatiga. Sus propiedades mecánicas aproximadas son:
- Módulo de elasticidad: E = 206 GPa
- Límite elástico (σadm): 900 – 1100 MPa
- Resistencia a tracción: 1150 – 1350 MPa
El torque generado por el resorte se calcula a partir de su sección rectangular (ancho b, espesor t), su longitud efectiva L y el ángulo de giro θ:
Este par debe ser generado por al menos 4 resortes por brazo, dispuestos de manera simétrica para equilibrar el sistema. El esfuerzo máximo inducido en el resorte se mantiene dentro del rango elástico del acero SAE 1070, con un valor aproximado de:
Dicho valor es considerablemente menor al límite elástico del material, lo que garantiza una larga vida útil y comportamiento seguro bajo condiciones cíclicas.
7. Aplicaciones y ventajas
El sistema de encarpado automático diseñado es aplicable a una amplia gama de vehículos y sectores industriales. Está especialmente optimizado para:
- Camiones volquete de 2 ejes o más, usados en obras civiles, minería o servicios municipales.
- Transporte de materiales a granel como minerales, áridos, residuos de construcción o productos agrícolas.
- Flotas públicas y privadas que requieran estandarizar el proceso de encarpado mediante automatización.
Entre las principales ventajas operativas y técnicas que ofrece este sistema, destacan:
- ✅ Reducción significativa del tiempo en las operaciones de carga y descarga, optimizando el ciclo logístico.
- ✅ Incremento de la seguridad del operador, al eliminar la manipulación manual de la lona.
- ✅ Adaptabilidad estructural a diferentes longitudes de tolva mediante configuración modular.
- ✅ Fabricación local compatible, con componentes normalizados disponibles en el mercado nacional.
- ✅ Mantenimiento simple, gracias al uso de perfiles estándar y mecanismos accesibles.
8. Conclusión
El sistema de encarpado automático desarrollado constituye una solución ingenieril integral para la cobertura segura y eficiente de cargas en camiones volquete. Su diseño responde a criterios de resistencia mecánica, facilidad de operación y compatibilidad con procesos de fabricación locales.
Además de mejorar el desempeño operativo, este desarrollo sienta las bases para futuras implementaciones que incluyan:
- 📡 Control remoto inalámbrico.
- 📍 Sensores de posición y límite de recorrido.
- 🔄 Integración con sistemas hidráulicos o neumáticos del vehículo.
De este modo, se consolida como una alternativa técnica viable, escalable y adaptable a distintos entornos industriales, con impacto directo en la seguridad laboral y la productividad del transporte a granel.